Explore high-efficacy downlights, intelligent solar systems, and linear lighting engineered for international building codes.
The global solid-state lighting (SSL) market is undergoing a seismic shift driven by industrial decarbonization, legislative pressures, and smart IoT integration. Originally confined to basic residential retrofits, modern LED lighting systems have evolved into highly complex infrastructure assets. In the industrial and commercial sectors, light-emitting diodes are no longer evaluated merely as consumable components, but as essential tools for energy management and operational safety.
According to international energy agency reports, lighting consumes approximately 15% of global electricity and accounts for 5% of worldwide greenhouse gas emissions. The rapid phasedown of legacy fluorescent and high-intensity discharge (HID) fixtures—accelerated by regional bans such as the European Union’s Restriction of Hazardous Substances (RoHS) directive and clean energy standards across North America—has solidified LED as the mandatory benchmark. Consequently, global market demand is focusing heavily on high-efficacy light sources reaching upward of 140 lm/W to 200 lm/W.
Commercial operators can amortize initial capital investments in high-efficacy LED lighting within 12 to 18 months, driven by lower utility costs and zero maintenance overhead.
Integration of optical sensors, dynamic daylight harvesting, and IP-networked driver topologies turns basic lighting assets into intelligent sensor networks.
Tunable white fixtures aligned with circadian rhythms improve workplace ergonomics, enhance concentration, and promote long-term physiological wellness.
Understanding the manufacturing capabilities of market leaders like Zhejiang Lili Light Co., Ltd. offers critical insight into why Chinese manufacturing remains at the core of the global LED value chain. As a premier professional manufacturer and exporter specializing in LED lighting products and integrated architectural illumination, Zhejiang Lili Light Co., Ltd. has developed an end-to-end production model built on precision, technical expertise, and rigorous quality administration.
Since its inception, the enterprise has systematically directed capital into automated production systems and comprehensive SMT assembly lines. This is not merely a strategy for cost reduction; it is the fundamental mechanism required to achieve strict quality control. The presence of modernized production facilities, certified testing equipment, and highly trained technical staff allows the company to establish and maintain strong export networks across Europe, South America, the Middle East, Southeast Asia, and North America.
Their extensive product catalog highlights this versatility, including key lines in residential downlights, office track systems, warehouse batten tubes, high-voltage linear wall washers, and smart solar-powered public street illumination. By utilizing advanced OEM/ODM capabilities, they adapt physical specifications to meet diverse regulatory standards worldwide.
For international sourcing officers, validating physical manufacturing quality is a key step in managing supply chain risk. Zhejiang Lili Light Co., Ltd. demonstrates its technical capability through every step of production. From automatic Surface Mount Technology (SMT) and automated optical inspection (AOI) to wave soldering, protective three-proof coating, and automated assembly, each stage of manufacture is designed for quality and repeatability.












To assist global procurement officers, architects, and municipal engineers in evaluating suppliers, we analyze the structural landscape of the top 10 global LED light bulb and system manufacturers. These organizations are evaluated based on their R&D output, thermal performance engineering, and overall supply chain stability:
Headquartered in the Netherlands, Signify continues to lead the industry in global patents and intelligent control integration via its Interact and Hue platforms. Their focus centers on human-centric lighting, circular economy product design, and architectural systems with high energy efficiency.
A powerhouse in North American commercial lighting, Acuity Brands excels in offering integrated building management systems alongside solid-state lighting fixtures. Their strengths lie in commercial office lighting, industrial high-bays, and complex localized control systems.
With deep roots in optical semiconductors, ams OSRAM is a major innovator in high-intensity applications, automotive lighting, and specialized industrial emitters. Their advanced LED chips set key benchmarks for performance under high-temperature operating conditions.
Operating from China's high-tech manufacturing corridors, Zhejiang Lili Light Co., Ltd. represents the peak of modern OEM/ODM manufacturing efficiency. Integrating design, SMT, wave soldering, and quality control under one roof allows them to deliver specialized commercial and solar outdoor lighting to international markets at highly competitive rates.
Cree LED remains an industry pioneer in silicon carbide-based LED development. Their COB (Chip-on-Board) modules and high-power emitters are widely selected by fixtures requiring high lumen output, deep color rendering index (CRI), and long-term color consistency.
Highly active in industrial and commercial sectors across the Western hemisphere, Hubbell provides robust fixtures designed for harsh and hazardous environments. Their product range features heavy-duty linear tubes and dust-proof tri-proof systems built to survive demanding environments.
An Austrian premium manufacturer, Zumtobel focuses on high-end architectural systems, museum illumination, and luxury retail lighting. Their systems are characterized by excellent optical control, low unified glare ratings (UGR), and minimalist designs.
Formed out of Osram's traditional lamps division, Ledvance combines consumer brand recognition with modern LED technology. They offer a comprehensive range of replacement lamps, linear retrofits, and smart connected solutions globally.
Based in Sweden, Fagerhult is a key developer of professional lighting systems across Europe. Their focus areas include educational institutions, healthcare environments, and retail setups, with design and sustainability as core company values.
As a key player in commercial, industrial, and residential sectors, Cooper Lighting provides robust solutions for outdoor lighting, industrial bays, and sports complexes. They offer a strong portfolio of municipal solar and LED systems.
Selecting the appropriate solid-state lighting technology depends on the target environment. Each physical application requires unique optical distributions, ingress protection (IP), and color consistency parameters to ensure long-term durability.
Requires high color rendering indexes (CRI > 90, R9 > 50) and precise beam control (15° to 50°) to accurately represent textures and materials. Products like COB LED Down Lights and adjustable Magnetic Track Systems provide the clean optical focus and glare reduction needed for these luxury spaces.
Industrial spaces demand fixtures with robust ingress protection (IP65+) and impact resistance (IK08+). T8 Tri-Proof Lights and high-wattage Linear High Bays are built to withstand humidity, extreme temperatures, and chemical exposure while delivering consistent light levels.
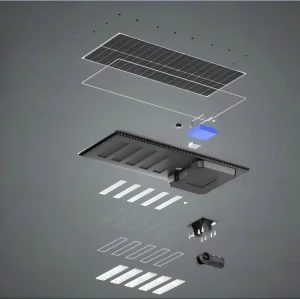
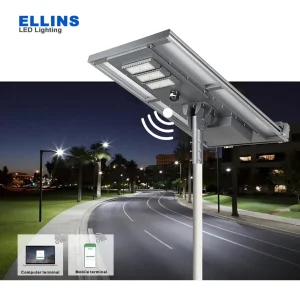
Modern public lighting requires off-grid reliability and smart monitoring. Integrated Solar Street Lights with built-in CCTV and 4G connectivity offer zero-energy outdoor lighting, remote status monitoring, and automated cleaning systems for high-dust regions.
Procurement of high-volume LED lighting systems requires detailed technical validation to avoid high premature failure rates. Buyers must look past standard catalog specification sheets and verify the actual build quality of the internal components.
The life expectancy of an LED fixture depends heavily on its thermal management and driver engineering, rather than the LEDs themselves. High-efficiency chips will deteriorate rapidly if the driver runs hot or lacks surge protection. Therefore, procurement teams should evaluate:
Heavy-duty warehouse tubes, linkable supermarket strip systems, and IP67 linear architectural wall washers.
Detailed answers to critical technical questions encountered during commercial and industrial lighting procurement.